Сайфутдинов А.Ф.
Линас-Техно, Новосибирск, Россия
Целью данной статьи является разбор основных положений классической теории ректификации, анализ ограничений, накладываемых принципом внешнего флегмообразования на процессы массообмена в колонне, и попытка применить инструменты теории ректификации к анализу работы колонны с внутренним флегмообразованием.
Ректификация является базовым процессом химической технологии по разделению различных смесей на отдельные компоненты. Несмотря на это, по своей сути она является чисто физическим процессом, основанным на способности жидкостей испаряться и конденсироваться.
Классические представления о работе ректификационных колонн сложились в первой половине 20-го века, и с той поры они практически не менялись. Они подразумевают существование только одного принципа ректификации, при котором весь пар разделяемой смеси выводится из верхней (укрепляющей) части колонны, затем в отдельном устройстве — дефлегматоре — подвергается конденсации, а далее часть этого конденсата возвращается обратно в верхнюю часть колонны на орошение массообменных элементов, то есть на создание в колонне потока жидкой флегмы. Таким образом, в классической ректификации речь идет о колонне с внешним флегмообразованием.
На стыке 20-го и 21-го веков специалистами российской компании «Линас-Техно» (Новосибирск) был создан новый класс ректификационных колонн с внутренним флегмообразованием, при котором необходимый поток флегмы формируется непосредственно на поверхностях массообменных элементов колонны. Работа такой колонны не укладывается в рамки классической теории ректификации. Описание её принципа действия не найти в учебниках. Тем не менее, уже более 10 лет такие установки успешно эксплуатируются в промышленности.
Ректификационные колонны с внутренним флегмообразованием обладают рядом уникальных свойств, необъяснимых с точки зрения классической теории ректификации: высокая разделяющая способность при высоте в несколько раз ниже классических колонн с внешним флегмообразованием, снижение энергопотребления на 25-30% по сравнению с классическими аналогами.
Классическая ректификационная колонна характеризуется постоянством потоков пара и флегмы по высоте колонны. Иными сломами, потоки в классической колонне стационарны.
Принцип внешнего флегмообразования порождает неразрешимое противоречие между массогабаритными параметрами колонны и энергетическими затратами на ведение процесса. В результате конструкторы колонн и технологи вынужденны подбирать оптимальное, а по сути, компромиссное соотношение между этими параметрами, исходя из соображений экономической целесообразности процесса ректификации в данных конкретных условиях.
Проблема решается при переходе к внутреннему флегмообразованию в колонне. Работа такой колонны характеризуется нестационарными (непостоянными) потоками пара и флегмы по высоте колонны и выводом из головной части товарного дистиллята в виде парового потока.
Так как вопрос флегмообразования непосредственно касается работы укрепляющей части колонны, то в далее, говоря о работе ректификационной колонны, будем подразумевать именно эту часть колонны.
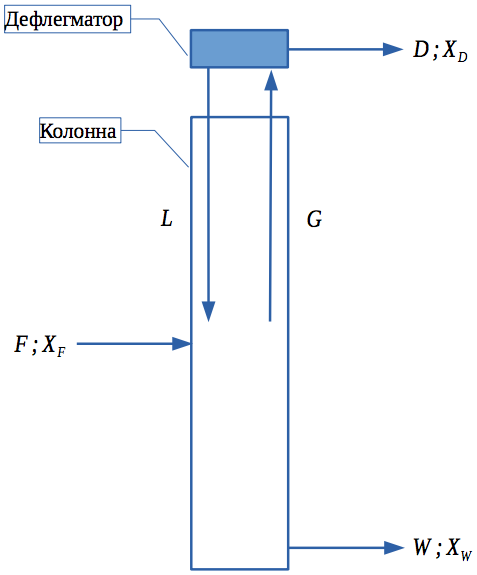
Рассмотрим работу классической ректификационной колонны с внешним флегмообразованием на примере разделения двухкомпонентной смеси. Схема работы такой колонны показана на рис.1.
Поток разделяемой смеси F c концентрацией летучего компонента XF в виде, например, парожидкостной смеси подается в колонну. Поток паров G поднимается вверх по укрепляющей части колонны, проходя через её массообменные элементы. Затем он полностью выводится из верхней части колонны и конденсируется в дефлегматоре. Часть конденсата выводится из дефлегматора в виде целевого дистиллята D с концентрацией летучего компонента XD. Остальная часть конденсата возвращается в верхнюю часть колонны в виде потока флегмы L. Поток флегмы L стекает вниз по массообменным элементам колонны, взаимодействуя при этом с восходящим потоком пара G. Между потоками G и L происходит процесс тепло-массообмена, при котором паровой поток G обогащается летучим компонентом смеси, а жидкостный поток флегмы L обогащается вышекипящим компонентом.
Поток флегмы L вместе с неиспарившейся частью потока F спускается в нижнюю отпарную часть колонны, где происходит отпарка потока от остатков летучего компонента. Обогащенная по вышекипящему компоненту часть исходной смеси выводится из куба колонны в виде кубового потока W с остаточной концентрацией летучего компонента XW.
Рис.1. Схема работы колонны с внешним флегмообразованием
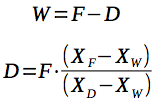
Сумма потоков дистиллята D и кубового остатка W, выходящих из колонны, равна потоку питания F, входящему в колонну:
Задавая исходный поток питания F и рассчитывая поток дистиллята D, как будет показано ниже, по соотношению (1) легко определить кубовый поток W:
Ключевой особенностью работы колонны с внешним флегмообразованием является постоянство потоков пара G и флегмы L по всей высоте укрепляющей секции. То, есть:

Отношение потока флегмы L, возвращаемой из дефлегматора в верхнюю часть колонны, к потоку дистиллята D, отводимому из дефлегматора в качество целевого продукта, называется флегмовым числом R.
Исходя из постоянства в колонне потоков флегмы L и пара G, следует постоянство флегмового числа при заданных параметрах процесса для любого сечения колонны.

Задавая определенное флегмовое число R и необходимый поток дистиллята D, по соотношению (3) можно рассчитать требуемый для процесса поток флегмы L.
Также необходимо отметить, что потоки дистиллята D, пара G и флегмы L связаны между собой простым соотношением.
Аналогично соотношению (4), через флегмовое число R и поток дистиллята D можно выразить требуемый поток пара G. Для этого необходимо преобразовать соотношение (5) и заменить в нем поток флегмы L на соотношение (4).
Соотношения 1-6 определяют взаимосвязи между всеми потоками в колонне с внешним флегмообразованием. Но для расчета процесса ректификации этого недостаточно. Необходимо также установить взаимосвязь между потоками и концентрацией в них летучего компонента. Для этого рассмотрим материальный баланс колонны по рис.1.
Материальный баланс колонны в отборном режиме
В соотношении (1) должно соблюдаться равенство входящего потока F и исходящих потоков D и W по концентрациям летучего компонента.

Проведем преобразование материального баланса, заменив кубовый поток W на соотношение (2).
Далее преобразуем это соотношение, чтобы выразить соотношение между потоками питания F и дистиллята D в зависимости от заданной концентрации летучего компонента в всех потоках колонны.
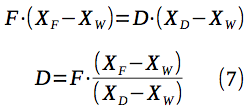
Совокупность уравнений 1-7 позволяют определить все потоки колонны с учетом заданных концентраций летучего компонента. Но в этой системе уравнений остается одна неопределенная величина — флегмовое число R. То есть, остается неясным, какое следует выбирать соотношение между потоками дистиллята D и флегмой L, исходящими из дефлегматора. Более подробно этот вопрос рассмотрим при анализе уравнений рабочей линии колонны и диаграмм парожидкостного равновесия.
Уравнение рабочей линии укрепляющей части колонны
Уравнение рабочей линии нетрудно вывести из материального баланса колонны. Схема материальных потоков укрепляющей части колонны в отборном режиме показана на рис.2.
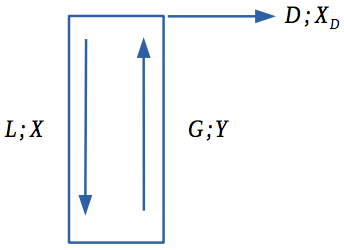
Рис.2. Схема потоков укрепляющей части колонны
Материальный баланс по летучему компоненту для произвольного сечения укрепляющей части колонны выводим из соотношения потоков.
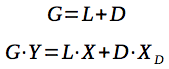
Из данного баланса выразим зависимость концентрации паров летучего компонента Y от его концентрации X в жидкой фазе смеси:
В выше приведенном уравнении выразим паровой поток G через соотношение потока дистиллята D и флегмового числа R (уравнение (6)), а поток флегмы L, соответственно, через соотношение (4).
После сокращений получим искомое уравнение рабочей линии укрепляющей части колонны в виде зависимости паровой концентрации летучего компонента Y от концентрации его в жидкой фазе на данной ступени разделения X, от концентрации летучего компонента в целевом дистилляте XD и от флегмового числа R.
Данное уравнение является уравнением прямой линии, угол наклона которой зависит от флегмового числа:
Аналогичным образом выводится уравнение рабочей линии для отпарной части колонны. Но работу этой части колонны мы не рассматриваем в данной статье.
Минимальное флегмовое число
По заданным концентрациям летучего компонента в питающей смеси, в головном дистилляте и в кубовом остатке мы можем рассчитать величины этих потоков. Но для расчета внутренних потоков пара и флегмы в колонне нам необходимо определить рабочее флегмовое число процесса. Все рассмотренные выше зависимости с флегмовым числом не содержат критериев выбора этого числа. Поэтому требуется реперная точка для обоснованного выбора его величины.
Физический смысл уравнения (8) рабочей линии колонны с внешним флегмообразованием заключается в установлении взаимосвязи между концентрациями летучего компонента в жидкой флегме и в паровой фазе в любом произвольном сечении колонны в зависимости от соотношения этих потоков, то есть от флегмового числа.
На рис.3 схематично показан фрагмент кривой парожидкостного равновесия и рабочей линии колонны.
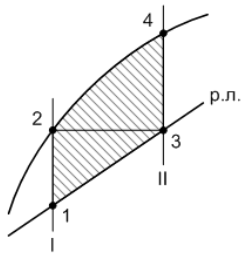
Рис.3
Точка 1, расположенная на рабочей линии, обозначает концентрацию летучего компонента в жидкой флегме на ступени разделения I. При испарении жидкости в точке 1, концентрация летучего компонента в парах, приходящих на следующую ступень, соответствует точке 2, расположенной на кривой парожидкостного равновесия. Конденсация пара на следующей ступени разделения II, даст новую концентрацию летучего компонента в жидкой флегме, обозначенной точкой 3 на рабочей линии. Причем, как будет показано ниже, концентрация летучего компонента в точке 3 на рабочей линии практически никогда не достигает равновесной концентрации парожидкостного состояния смеси. При испарении жидкости на ступени разделения II концентрация летучего компонента в парах, приходящих на следующую ступень, соответствует точке 4, расположенной на кривой парожидкостного равновесия.
Градиент между концентрациями летучего компонента на каждой из ступеней разделения, например, в точках 1-2 и 3-4 является движущей силой массообменного процесса. Чем выше градиент концентраций на ступени разделения, тем больше движущая сила массообмена, и тем меньшее число теоретических ступеней разделения необходимо для достижения заданной концентрации летучего компонента.
Из схемы на рис.3 нетрудно заметить, что для увеличения градиента концентраций необходимо увеличивать угол наклона рабочей линии. Это увеличение достигается, как видно из зависимости (9), увеличением флегмового числа процесса.
И наоборот, уменьшая флегмовое число, мы тем самым уменьшаем не только угол наклона рабочей линии, но и градиент концентраций на каждой ступени разделения. Соответственно, при этом должно увеличиваться число теоретических ступеней разделения.
Таким образом, изменяя флегмовое число (поток флегмы), мы можем активно влиять на эффективность массообменного процесса в колонне.
На рис.4 показан крайний случай уменьшения наклона рабочей линии. Здесь рабочая линия пересекает кривую парожидкостного равновесия непосредственно в точке равновесия концентраций летучего компонента в паровой фазе и в жидкой флегме на ступени I, которая также является точкой ввода питающей смеси в колонну. То есть, в данном случае точка 1 совмещается с точкой 2. Градиент концентраций в этой точке становится нулевым, следовательно движущая сила массообменного процесса на данной ступени разделения отсутствует. Нетрудно заметить, что для возникновения градиента концентраций около точки пересечения линии парожидкостного равновесия с рабочей линией (точка 1, 2) потребуется бесконечно большое количество циклов испарения-конденсации (теоретических ступней разделения). И только на некотором удалении от точки 1, 2 появляется более-менее значимый градиент концентраций, который будет возрастать в направлении к ступени II (точка 3).
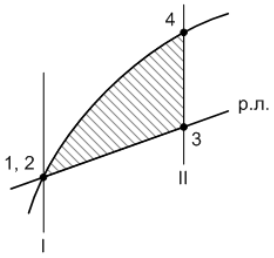
Рис.4
Дальнейшее уменьшение наклона рабочей линии невозможно, так как рабочая линия не может выйти за пределы парожидкостного равновесия на данной ступени I. То есть, концентрация летучего компонента в парах не может быть меньше, чем концентрация летучего компонента в жидкости.
Этому крайнему положению наклона рабочей линии соответствует так называемое минимальное флегмовое число. Чтобы определить его, запишем уравнение (8) рабочей линии для данного конкретного случая равенства концентраций паровой и жидкой фаз в точке ввода питающей смеси.
Преобразуем данное уравнение относительно флегмового числа.
Таким образом, получаем выражение, определяющее величину минимального флегмового числа в зависимости от концентраций летучего компонента в головном дистилляте и в питающей смеси.
Определение минимального флегмового числа является отправной точкой при дальнейшем выборе рабочего флегмового числа.
Диаграмма парожидкостного равновесия
Для дальнейшего анализа особенностей работы колонн с внешним флегмообразованием рассмотрим графическое представление процесса ректификации на диаграммах парожидкостного равновесия и зависимость количества теоретических ступеней разделения смеси от рабочей линии укрепляющей части колонны и от флегмового числа.
По старой традиции все расчеты по ректификационной колонне принято выполнять в мольных единицах. На практике расчеты удобнее вести в массовых единицах. От смены единиц измерения количественные показатели процесса не меняются. Достаточно выполнить один параллельный расчет, чтобы убедиться в этом. Кроме того, расчет в массовых единицах оправдан еще и тем, что в реальной технологии оперируют массовыми и объемными единицами измерения потоков, а не киломолями. Поэтому далее количественный анализ работы колонн будет проводиться в массовых единицах.
В качестве примера рассмотрим условный процесс ректификации смеси этанол-вода со следующими параметрами: концентрация этанола в питающем потоке — XF=0,1 (10% вес.), концентрация в дистилляте — XD=0,9 (90% вес.), концентрация в кубовом остатке — XW=0,003 (0,3% вес.), поток питания — F=1 кг/с.
По формуле (7) рассчитаем поток дистиллята:

Дальнейшие расчеты определяются рабочим флегмовым числом. Для понимания сути выбора необходимо рассмотреть два крайних варианта флегмового числа.
Одним из них является минимальное флегмовое число, о котором речь шла выше. Это число характеризует минимально возможное соотношение между потоком флегмы и потоком дистиллята, отбираемых из дефлегматора.
Рассчитаем минимальное флегмовое число по формуле (10) с учетом концентрации этанола в жидкой фазе XF=0,1 и соответствующей концентрации в парах YF=0,503816 (50,3816% вес.):
По формуле (8) составим уравнение рабочей линий укрепляющей части колонны для Rmin.

На рис.5 показана диаграмма парожидкостного равновесия разделяемой смеси этанол-вода с нанесенной на нее рабочей линией укрепляющей части колонны при Rmin.
Режим работы с Rmin соответствует работе колонны с минимальными потоками пара и флегмы. Соответственно, энергетические затраты на проведение такого процесса также должны быть минимальны.
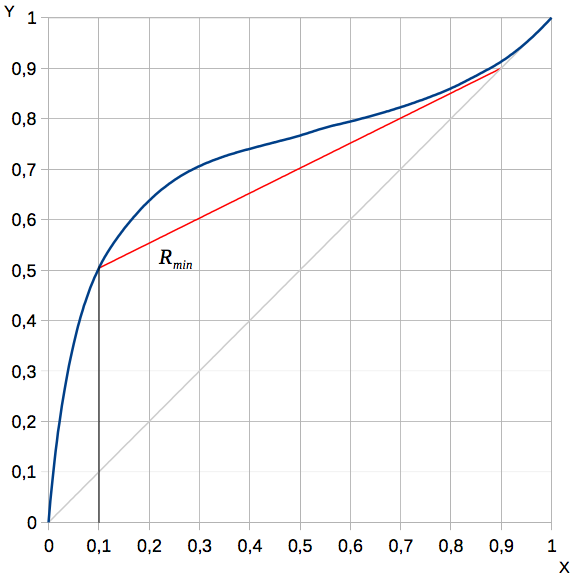
Рис.5. Диаграмма парожидкостного состояния этанол-вода с рабочей линией при Rmin
Однако практическая реализация такого режима невозможна, так как число теоретических ступеней разделения смеси при Rmin стремится к бесконечности. Как уже отмечалось выше, рабочая линия колонны при Rmin пересекает линию парожидкостного равновесия в точке, где достигается равновесная концентрация летучего компонента в парах и в жидкой флегме. Движущая сила массообмена здесь равна нулю (см.рис.4). Таким образом, по-близости от этой точки происходит умножение числа теоретических ступеней разделения до бесконечности, что также требует увеличения до бесконечности массообменных поверхностей колонны и ее высоты. То есть режим работы колонны с минимальным флегмовым числом является чисто гипотетическим. На практике он невозможен.
Вторым крайним вариантом работы колонны является режим с так называемым бесконечным флегмовым числом, то есть R=∞. Подставив эту величину в уравнение (8), получаем уравнение рабочей линии при бесконечном флегмовом числе:

Таким образом, уравнение рабочей линии при бесконечном флегмовом числе совпадает с диагональю диаграммы парожидкостного состояния разделяемой смеси. Отсюда следует, что в этом режиме работы колонны при конденсации паров на каждой ступени разделения достигается концентрация летучего компонента в жидкой флегме, равновесная с концентрацией пара с предыдущей ступени.
То есть при режиме работы колонны с бесконечным флегмовым числом R=∞ число теоретических ступеней разделения становится минимальным и совпадает данными парожидкостного равновесия смеси. В таблице 1 приведены теоретические ступени парожидкостного равновесия, необходимые для достижения заданной концентрации дистиллята.
Таблица 1 |
№ |
Xi |
Yi |
1 |
0,1 |
0,503816 |
2 |
0,503816 |
0,7676550683 |
3 |
0,7676550683 |
0,8466183856 |
4 |
0,8466183856 |
0,8832146055 |
5 |
0,8832146055 |
0,9032656669 |
На рис.6 показана диаграмма парожидкостного равновесия разделяемой смеси этанол-вода с нанесенной на нее рабочей линией укрепляющей части колонны при бесконечном флегмовом числе (рабочая линия совпадает с диагональю диаграммы).
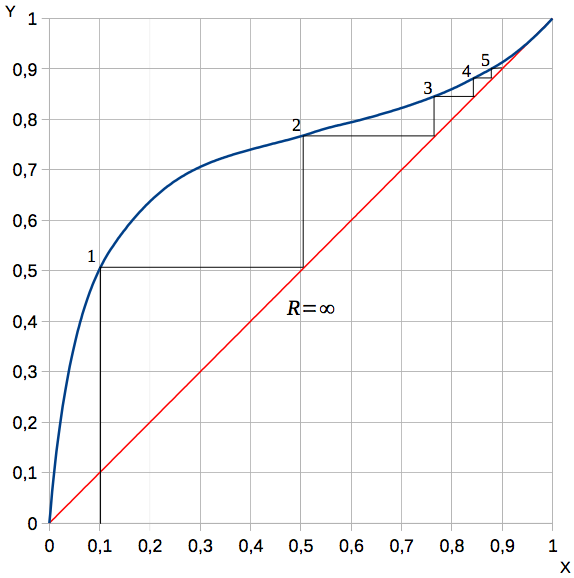
Рис.6. Диаграмма парожидкостного состояния этанол-вода с рабочей линией при R=∞
Минимальное количество теоретических ступеней разделения подразумевает минимально возможную высоту колонны. Но увеличение флегмового числа объективно приводит к увеличению потоков пара и флегмы согласно выражений (4) и (6). Это, в свою очередь, требует увеличения энергозатрат на создание таких потоков. В пределе потоки в колонне при R=∞ также должны стремиться к бесконечности и, соответственно, к равенству.
Тем не менее, не следует считать, что бесконечное флегмовое число непременно подразумевает бесконечно большие потоки пара и флегмы. Бесконечное флегмовое число нетрудно получить в любой колонне, работая в безотборном режиме. Для этого необходимо весь конденсат потока пара G полностью возвращать из дефлегматора обратно в колонну в виде потока флегмы L. Иными словами, в этом случае поток пара G равен потоку флегмы L. Следовательно, в таком безотборном режиме отбор дистиллята D невозможен, D=0.
Исходя из сути понятия флегмы (формула 3), отношение любого количества флегмы к D=0 дает бесконечную величину флегмового числа:

Таким образом, при работе в отборном режиме увеличение флегмового числа неизбежно сопровождается ростом потоков пара и жидкости в колонне и, соответственно, ростом энергозатрат. А в безотборном режиме бесконечное флегмовое число может достигаться при вполне разумных энергозатратах и массогабаритных параметрах колонны. Тем не менее, даже в этом случае энергозатраты будут максимально большими для данной задачи. Кроме того, из-за невозможности отбора дистиллята, безотборный режим может представлять интерес только в исследовательских целях. На практике он бесполезен.
В силу вышеописанных причин, оба крайних режима работы колонны неосуществимы на практике.
На практике же приходится выбирать некое оптимальное флегмовое число между минимальным и бесконечным, позволяющее обеспечить разумный компромисс между массогабаритными параметрами колонны и энергетическими затратами на ведение процесса. Существуют различные расчетно-эмпирические методы оптимизации флегмового числа. Но они не являются целью нашего анализа. Для наших целей и для рассматриваемого примера вполне подойдет простейшее эмпирическое соотношение — Rопт≈1,5·Rmin.
Для выше рассмотренного примера с разделением смеси этанол-вода задаем значение рабочего флегмового числа, исходя из расчетного Rmin=0,9811, например, R=1,4.
После выбора рабочего флегмового числа можно рассчитать поток флегмы в укрепляющей части колонны по формуле (4):

Аналогично по формуле 6 рассчитываем поток пара в укрепляющей части колонны:

Запишем уравнение рабочей линии укрепляющей части колонны для выбранного флегмового числа R=1,4 в соответствии с формулой 9:

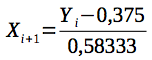
Данное уравнение показывает взаимосвязь между концентрациями летучего компонента в парах и флегме в любом произвольном сечении колонны при заданном флегмовом числе, т.е. при заданном соотношении между потоками пара и флегмы. Также это уравнение показывает взаимосвязь между концентрацией летучего компонента во флегме и равновесной концентрацией его в парах предыдущей ступени разделения. Преобразуем полученное уравнение, выразив концентрацию летучего компонента во флегме как функцию концентрации летучего компонента в парах предыдущей ступени разделения при R=1,4:
Произведем расчет концентраций по ступеням разделения для выбранного выше рабочего флегмового числа, вплоть до достижения заданной концентрации дистиллята XD=0,9. В таблице 2 приведены результаты расчета.
Таблица 2 |
№ |
Xi |
Yi |
1 |
0,1 |
0,503816 |
2 |
0,2208274286 |
0,656270872 |
3 |
0,4821786378 |
0,7616932942 |
4 |
0,6629027901 |
0,8113488697 |
5 |
0,7480266337 |
0,8391440827 |
6 |
0,7956755703 |
0,8581243611 |
7 |
0,8282131904 |
0,87373779 |
8 |
0,8549790685 |
0,887653781 |
9 |
0,8788350531 |
0,9007814543 |
Как видим из результатов расчета, для достижения заданной концентрации дистиллята необходимо девять теоретических ступеней разделения (циклов испарения-конденсации), в отличие от пяти ступеней при работе в режиме бесконечного флегмового числа. Нетрудно заметить, что в случае с R=1,4 равновесная концентрация между паром предыдущей ступени разделения и его конденсатом на следующей ступени не достигается. Например, при концентрации летучего компонента в парах первой ступени Y1=0,503816 концентрация летучего компонента в жидкой флегме второй ступени составляет всего лишь X2=0,2208274286. В то же время при работе с бесконечным флегмовым числом концентрации летучего компонента в парах первой ступени Y1=0,503816 соответствует равновесной концентрация летучего компонента в жидкой флегме второй ступени X2= 0,503816.
Степень неравновесности концентраций потоков флегмы и пара зависит от их отношения (флегмового числа), как можно было убедиться при рассмотрении материального баланса укрепляющей части колонны и при выводе уравнения рабочей линии (8). Чем меньше флегмовое число, тем больше относительная разность потоков, и тем большее количество теоретических ступеней разделения потребуется преодолеть для достижения заданной концентрации летучего компонента.
По данным таблицы 2 строим диаграмму (рис.7) парожидкостного равновесия разделяемой смеси этанол-вода с нанесенной на нее рабочей линией укрепляющей части колонны при R=1,4 и ступенями разделения, рассчитанными для этой рабочей линии.
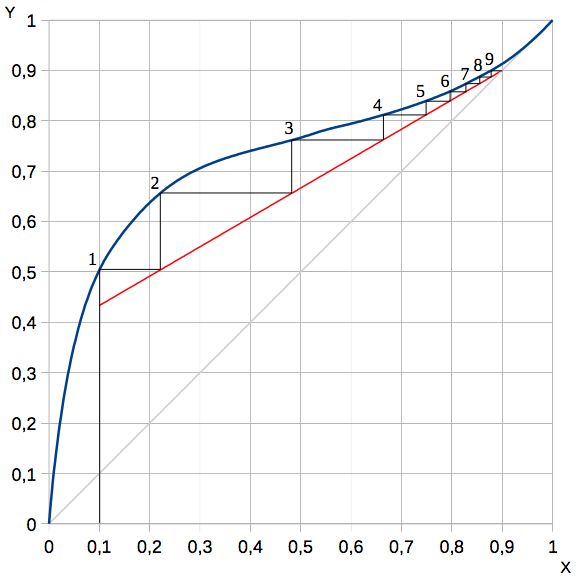
Рис.7. Диаграмма парожидкостного состояния этанол-вода с рабочей линией при R=1,4
Сравнение диаграмм на рис.6 и рис.7 наглядно показывает выше описанную зависимость между концентрацией летучего компонента в парах и в жидкости от соотношения величин этих потоков. В нашем конкретном примере при переходе от бесконечного флегмового числа к оптимальному количество теоретических ступеней разделения увеличилось с 5 до 9 при получении одного и того же результата. Тем не менее, расчеты показывают, что конечной концентрации дистиллята можно получить при оптимальных величинах потоков пара и флегмы, а следовательно, с приемлемыми размерами ректификационной колонны.
То есть, выбор оптимального флегмового числа, в отличие от двух первых вариантов, позволяет сохранить достаточно умеренные энергозатраты при разумных массогабаритных параметрах колонны. Именно этот режим работы используют на практике.
Из анализа режимов работы при различных флегмовых числах можно сделать промежуточный вывод о том, что при любом положении рабочей линии, отличном от диагонали парожидкостного равновесия, то есть при любом флегмовом числе, меньше бесконечного, концентрация летучего компонента в жидкой флегме на каждой ступени разделения всегда меньше его концентрации в парах, приходящих с предыдущей ступени разделения.
Не следует также забывать, что процесс ректификации, помимо массообменной природы, обусловленной давлением насыщенных паров компонентов, процессами испарения и конденсация и т.п., имеет и тепловую природу.
Процессы теплообмена в колонне с внешним флегмообразованием также отражают сущность зависимости концентраций компонентов смеси и количества ступеней разделения от соотношения постоянных (стационарных) потоков флегмы и пара. Если пренебречь теплопотерями, то всё тепло конденсации паров на каждой ступени разделения полностью расходуется на вторичное переиспарение флегмы, то есть соблюдается следующее соотношение — Qконд=Qисп. В то же время, концентрация летучего компонента повышается от одной ступени разделения к другой, и паровой поток, соответственно, должен был бы уменьшаться от ступени к ступени. Но так как потоки пара и жидкости постоянны по высоте колонны, то на каждой ступени возникает избыток паров, а следовательно, избыток количества тепла, возникающего при конденсации паров с предыдущей ступени. Избыток тепла приводит к испарению не только необходимой части летучего компонента, но и к испарению части вышекипящего компонента смеси. Это препятствует установлению равновесных концентраций во флегме на каждой ступени разделения и в парах, приходящих с нижней ступени.
Чем меньше флегмовый поток в колонне, тем больше относительная разность между потоками пара и флегмы, и тем больше влияние избыточного тепла конденсирующихся паров на степень исчерпания летучего компонента и переиспарения вышекипящего компонента во флегме на каждой ступени разделения. С увеличением же флегмового числа, потоки пара и флегмы количественно возрастают, что приводит к снижению относительной разницы между ними. И, соответственно, влияние избыточного тепла на степень исчерпания летучего компонента и переиспарение вышекипящего компонента во флегме снижается. В пределе, при стремлении флегмового числа к бесконечности, потоки пара и флегмы стремятся к равенству, и концентрация летучего компонента во флегме стремится к равновесному состоянию с парами предыдущей ступени разделения.
Здесь можно привести простую аналогию с перегонным кубом. В дистилляционном кубе концентрация летучего компонента в перегоняемой жидкости снижается по мере исчерпания в ней летучего компонента. Чем меньше объем куба, тем быстрее снижается концентрация. И наоборот. С увеличением объема жидкости в кубе, скорость падения концентрации замедляется.
Итак, подведем итоги нашего анализа работы колонны с внешним флегмообазованием.
Варианты работы с минимальным и с бесконечным флегмовыми числами являются крайними случаями работы ректификационной колонны с внешним флегмообразованием. Положительными свойствами первого варианта являются минимальные потоки пара и жидкости, что предполагает минимальное сечение колонны и минимальные энергетические затраты. Недостатком является стремление к бесконечности высоты колонны и массообменных поверхностей. Положительными свойствами второго варианта являются минимальное количество теоретических ступеней разделения, что предполагает минимальную высоту колонны. Недостатком являются максимальные энергетические затраты в безотборном режиме, а в отборном режиме наряду с энергозатратами также резко возрастают и массогабаритные параметры колонны, необходимые для обработки больших потоков пара и флегмы.
Иными словами, чем больше флегмовое число, тем меньше число теоретических ступеней разделения, а, следовательно, и необходимая высота ректификационной колонны. Но одновременно с этим происходит увеличение потоков пара и флегмы, что требует увеличения сечения колонны и энергетических затрат. И наоборот. То есть, любая попытка улучшить один из указанных параметров неизбежно приводит к ухудшению противоположного параметра. Получается, что в рамках принципа внешнего флегмообразования невозможно выбрать вариант, удовлетворяющий обеим крайностям.
Но какое бы «оптимальное» флегмовое число мы не выбирали в диапазоне от Rmin до R=∞, это всегда будет лишь промежуточный, компромиссный вариант между двумя полезными противоположными свойствами — массогабаритными параметрами колонны и энергетическими затратами на ее работу. Невозможность одновременного сочетания обоих взаимоисключающих свойств является неотъемлемой частью принципа внешнего флегмообразования. То есть в рамках ректификации с внешним флегмообразованием, невозможно добиться одновременного снижения энергозатрат и габаритов колонны при сохранении её разделяющих характеристик.
В теории решения изобретательских задач такая ситуация, когда улучшение одного технического параметра неизбежно приводит к ухудшению другого параметра, называется противоречием. Если противоречие неразрешимо в рамках существующей технической системы, то, согласно теории, оно всегда может быть преодолено, например, путем различных изменений системы или ее отдельных частей во времени и пространстве, или же выходом за пределы системы, то есть в надсистему.
Одно из решений указанного выше противоречия было предложено специалистами российской компании «Линас-Техно». Суть его заключается в переходе от стационарных потоков пара и флегмы в колонне к работе в режиме нестационарных потоков. Такой режим работы достигается путем создания условий для внутреннего флегмообразования на массообменных поверхностях колонны непосредственно в процессе основного процесса тепло-массообмена.
На рис.8 показана схема работы такой колонны. Тепло-массообменные элементы обладают способностью обмениваться теплом с внешней средой. Устройство флегмообразования (УФО) обеспечивает отвод тепла от массообменных элементов за пределы колонны и создание заданного профиля температурного градиента по высоте массообменных элементов. Таким образом, по всей высоте колонны создается движущая сила для принудительной конденсации паров и образования флегмы. Поток пара убывает по высоте колонны, и на выходе из головной части отводится только паровой поток конечного дистиллята. Поток флегмы, образующейся непосредственно на массообменных поверхностях, увеличивается по направлению вниз колонны.
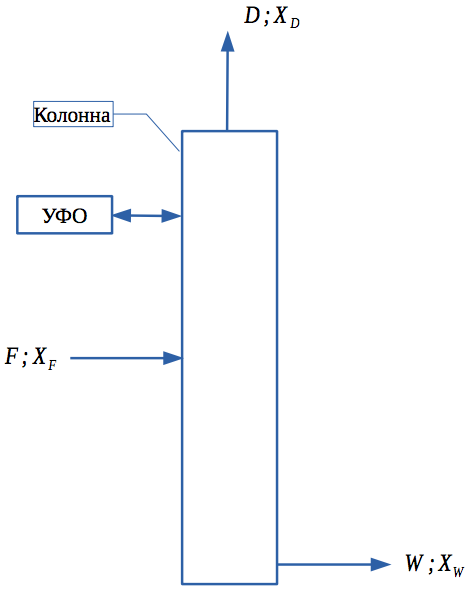
Рис.8. Схема ректификационной колонны с внутренним флегмообразованием
Зависимости между входящим и исходящими потоками в колонне определяется по вышеприведенным выражениям (1), (2) и (7) независимо от способа формирования флегмового потока.

Но при этом потоки внутри колонны нестационарны и убывают вверх по колонне от одной ступени разделения к другой:
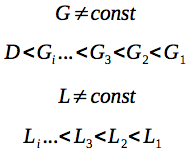
Очевидно, что непостоянство потоков по высоте колонны подразумевает, что не может быть одного постоянного флегмового числа. В этой колонне оно изменяется согласно изменений флегмового потока и убывает от одной ступени разделения к другой в направлении вверх колонны:
Из непостоянства флегмового числа по высоте колонны также следует, что в такой колонне не может быть единой рабочей линии в классическом ее понимании.
На схеме (рис.9) показана идеальная модель процесса тепло-массообмена с внутренним флегмообразованием. В качестве примера рассмотрим процесс из 4-х ступеней разделения. Безусловно, реальный процесс тепло-массообмена в такой колонне является непрерывным, но для упрощения будем рассматривать его ступенчатую модель.
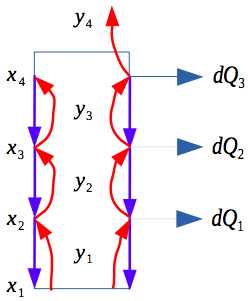
Рис.9. Модель тепло-массообмена в колонне с внутренним флегмообразованием
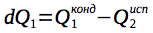
На первой ступени разделения восходящий паровой поток с концентрацией по летучему компоненту y1 конденсируется на поверхности тепло-массообменного элемента. Там создаются необходимые условия для создания оптимального градиента температуры и отвода избытка тепла. Часть тепла, выделяющегося при конденсации паров, используется для вторичного переиспарения флегмы на данной ступени с образованием потока паров второй ступени с более высокой концентрацией по летучему компоненту y2 . При этом флегма, поступающая со второй ступени на первую, имеет более высокую концентрацию по летучему компоненту x3 . После смешения с конденсатом пара первой ступени и частичного переиспарения концентрация флегмы на данной ступени по летучему компоненту снижается до концентрации x2 , равновесной с конденсирующимся паром. Избыток тепла конденсации паров на первой ступени выводится из системы на утилизацию:
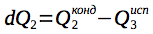
Паровой поток второй ступени с концентрацией y2 количественно меньше, чем паровой поток первой ступени. На второй ступени процесс тепло-массообмена повторяется, аналогично первой ступени. Паровой поток конденсируется. Приходящая сверху флегма с более высокой концентрацией x4 после смешения с конденсатом пара и частичного переиспарения снижает свою концентрацию на более низкую концентрацию x3 . А ступень разделения покидает паровой поток третьей ступени с более высокой концентрацией по летучему компоненту y3 . Избыток тепла конденсации паров на второй ступени выводится из системы на утилизацию:
Аналогичный процесс происходит и на третьей ступени. В результате конденсации паров с концентрацией y3 образуется вторичный паровой поток четвертой ступени с концентрацией по летучему компоненту y4 и поток флегмы с концентрацией x4 .
В данном условном примере массообменная поверхность на третьей ступени разделения в колонне является последней ступенью, где создаются условия для конденсации паров и для отвода избытка тепла dQ3. С четвертой ступени пар с концентрацией по летучему компоненту y4 выводится из колонны в качестве конечного продукта (дистиллята) и подвергается конденсации уже в отдельном конденсаторе-холодильнике.
Таким образом, в колонне с внутренним флегмообразованием на тепло-массообменных поверхностях создаются необходимые условия для конденсации паров, образования флегмы и вторичного испарения паров, а также для отвода избытка тепла, образующегося на каждой ступени разделения в результате тепло-массообменного процесса между паром и флегмой. Кроме того, этот избыток тепла отводится при заданной температуре парожидкостного равновесия, соответствующего каждой ступени разделения. Избыток тепла, отводимый с произвольной ступени разделения, можно выразить следующим соотношением:

То есть, по условиям теплообмена процесс с внутренним флегмообразованием является незамкнутой системой, в отличие от процесса с внешним флегмообразованием.
Избыток отводимого из системы тепла уменьшается от одной ступени разделения к следующей по мере убывания потоков пара и флегмы:

Соответственно изменению фазового состава паров и флегмы по высоте меняется температура фазового равновесия:

При соблюдении выше описанных условий формирования нестационарных потоков на каждой ступени разделения достигается равновесная концентрация по летучему компоненту между приходящим с предыдущий ступени паром и флегмой данной ступени. То есть процесс идет при минимальном количестве теоретических ступеней, аналогично тому, как работает колонна с внешним флегмообразованием при бесконечном флегмовом числе.
Пар, исходящий с каждой ступени разделения, можно рассматривать как дистиллят по отношению к этой ступени. Поэтому процесс можно завершить на любой ступени разделения. Для этого достаточно лишь прекратить условия для конденсации паров и отвода избытка тепла вслед за крайней ступенью разделения.
Для описания нестационарных потоков пара и флегмы в колонне преобразуем модель на рис.9 в схему потоков колонны с внутренним флегмообразованием (рис.10). На данной схеме показаны потоки пара и флегмы с концентрациями, соответствующими каждой ступени разделения. Исходящие потоки для каждой ступени обозначены одинаковым цветом.
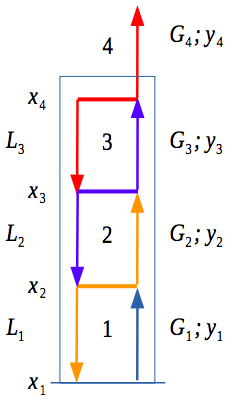
Рис.10. Схема потоков в колонне с внутренним флегмообразованием (ступенчатая модель)
Запишем зависимость концентраций летучего компонента в парах и флегме для каждой ступени в рассматриваемой модели:
Как уже отмечалось выше, при стационарных потоках в колонне в условиях внешнего флегмообразования поток дистиллята является разностью между потоками пара и внешней флегмы. В условиях нестационарных потоков при внутреннем флегмообразовании паровой поток дистиллята G4, исходящий с последней ступени разделения, определяется разностью парового и флегмового потоков предпоследней ступени. Поэтому преобразуем выражение (5) для колонны с внешним флегмообразованием, чтобы выразить зависимость между паровым потоком дистиллята на последней ступени и потоками предпоследней ступени разделения для рассматриваемой модели.
Соответственно, флегмовый поток предпоследней (3-й) ступени разделения в колонне запишем в следующем виде:
Для произвольного количества (n) ступеней разделения флегмовый поток предпоследней ступени (n-1) можно записать в виде следующего выражения, где Gn является паровым потоком конечного дистиллята:

Для второй и первой ступеней разделения в описываемой модели (рис.10) флегмовый поток будет определяться не только разностью между приходящим и уходящим паровыми потоками, но и флегмовым потоком, приходящим с смежной верхней ступени разделения:
Соответственно, для любой произвольной ступени разделения, кроме предпоследней, поток флегмы можно записать в виде следующего выражения:

После определения взаимосвязей между нестационарными потоками флегмы, нам необходимо определить паровые потоки и их количественные показатели.
Рассматривая первую ступень разделения как самостоятельную единицу ректификации, на выходе из которой паровой поток является дистиллятом, преобразуем известное из расчетов по внешнему флегмообразованию выражение (7), устанавливающее взаимосвязь между питанием колонны и получаемым дистиллятом.
Запишем это же выражение в терминологии модели внутреннего флегмообразования:
Здесь x2 — это концентрация летучего компонента в конденсате (флегме), полученная при конденсации паров первой ступени с концентрацией летучего компонента y1 . Таким образом, в окончательном виде выражение принимает следующий вид:
Исходя из того, что при работе в нестационарных потоках паровой поток каждой ступени является дистиллятом по отношению к предыдущей ступени и питанием по отношению к последующей ступени, запишем выражение парового потока второй ступени относительно парового потока первой ступени.
Для произвольной ступени разделения зависимость между смежными паровыми потоками можно записать в виде следующего выражения:
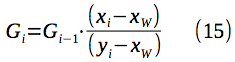
Используя выражения (14), (15), (12), (13) можно рассчитать все нестационарные потоки в колонне по теоретическим ступеням разделения, включая конечный дистиллят.
Как видно из указанных соотношений, расчет нестационарных потоков может быть выполнен непосредственно без определения флегмовых чисел.
Тем не менее, для выявления взаимосвязей между внешним и внутренним флегмообразованием и для понимания высокой разделяющей способности таких колонн при относительно низких энергозатратах рассмотрим сущность флегмового числа применительно к данному процессу.
Исходя из понятия флегмового числа, как отношения потока флегмы к потоку дистиллята, преобразуем известное выражение (3) для любой произвольной ступени разделения в колонне с внутренним флегмообразованием.
То есть, как уже отмечалось выше, при внутреннем флегмообразовании не может быть одного флегмового числа. В условиях нестационарных потоков для каждой ступени разделения характерно индивидуальное соотношение между потоками пара и флегмы. Иными словами, каждая ступень разделения имеет свое флегмовое число.
Следовательно, при внутреннем флегмообразовании уместно оперировать понятием рабочих линий для соответствующих ступеней разделения.
Преобразуем уравнение рабочей линии колонны (8) в уравнение рабочей линии для произвольной ступени разделения:
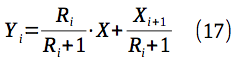
В этом уравнении концентрация летучего компонента X изменяется в диапазоне от равновесной концентрации во флегме данной ступени до равновесной концентрации во флегме следующей ступени, то есть: Xi ... Xi+1 .
Соответственно, для данной модели процесса с внутренним флегмообразованием количество рабочих линий, как и количество флегмовых чисел, определяется числом теоретических ступеней разделения в колонне.
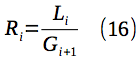
По аналогии с выражением (4) для колонны с внешним флегмообразованием, преобразуем выражение (16), чтобы выразить поток флегмы для произвольной ступени разделения через исходящий поток пара (дистиллят) и флегмовое число данной ступени.
Заменив в выражении (16) поток флегмы на выражение (13), получаем:
После преобразования получаем следующее выражение флегмового числа для произвольной ступени разделения:
Для получения зависимости парового потока от флегмового числа преобразуем выражение (19):
Анализируя нестационарные потоки в колонне с внутренним флегмообразованием, которые убывают от ступени к ступени, нетрудно понять, что количественно эти потоки существенно ниже, чем при внешнем флегмообразовании. Проиллюстрируем это на том же самом примере разделения смеси этанол-вода, который мы уже рассматривали при разборе особенностей работы колонны с внешним флегмообразованием.
Так как массообмен в колонне при внутреннем флегмообразовании идет по равновесным теоретическим ступеням разделения, для расчета используем данные парожидкостного равновесия системы этанол-вода из таблицы 1.
Итак, в качестве примера рассмотрим условный процесс ректификации смеси этанол-вода со следующими параметрами: концентрация этанола в питающем потоке — XF=0,1 (10% вес.), концентрация в дистилляте — XD=0,9032656669 (90,3% вес.), концентрация в кубовом остатке — XW=0,003 (0,3% вес.), поток питания — F=1 кг/с.
По формулам (7) и (2) рассчитаем поток дистиллята и кубовый поток:
Рассчитаем потоки пара и флегмы, а также флегмовые числа для каждой ступени разделения. Первоначально рассчитываем потока пара по формулам (14), (15), начиная с первой ступени разделения. Последнюю 5-ю ступень в рассматриваемом примере покидает паровой поток дистиллята. Затем по формуле (12) рассчитываем поток флегмы для предпоследней 4-й ступени разделения. Далее по формуле (14) рассчитываем флегмовые потоки остальных ступеней сверху вниз, вплоть до 1-й ступени разделения. В последнюю очередь по формуле (16) рассчитываем флегмовые числа для каждой ступени разделения. Результаты расчета приведены в таблице 3.
Таблица 3 |
№ ступени |
Xi |
Yi |
Gi, кг/с |
Li, кг/с |
Ri |
1 |
0,1 |
0,503816 |
0,1936839079 |
0,0859379351 |
0,677452347 |
2 |
0,503816 |
0,7676550683 |
0,1268545832 |
0,0191086105 |
0,1661894344 |
3 |
0,7676550683 |
0,8466183856 |
0,1149808985 |
0,0072349258 |
0,0656524471 |
4 |
0,8466183856 |
0,8832146055 |
0,1102003982 |
0,0024544254 |
0,0227797418 |
5 |
0,8832146055 |
0,9032656669 |
0,1077459727 |
0 |
0 |
На основе вычисленных флегмовых чисел по выражению (17) рассчитаем уравнения рабочих линий для каждой ступени разделения:

Для последней ступени, где флегма отсутствует, понятие рабочей линии отсутствует. Хотя очевидно, что при подстановке в уравнение (17) значения R=0 получаем уравнение горизонтальной прямой Y=0,903.
Сравнивая величины потоков пара и флегмы, рассчитанные для процессе с внутренним флегмообразованием, мы видим, что они заметно меньше, чем аналогичные расчетные данные, полученные для процесса с внешним флегмообразованием.
На рис.11 представлена графическая зависимость потоков пара G и флегмы L от концентрации летучего компонента для рассматриваемого примера в условиях нестационарных потоков при внутреннем флегмообразовании.
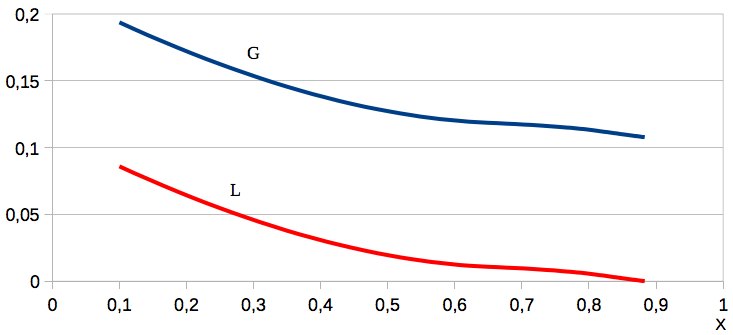
Рис.11. Потоки пара и флегмы в колонне с внутренним флегмообразованием
Эта зависимость также характеризует соотношение потоков пара и флегмы по высоте колонны. График наглядно показывает, что на последней ступени образование флегмы прекращается, и колонну покидает паровой поток целевого дистиллята.
На рис.12 показана зависимость флегмового числа от концентрации летучего компонента, и соответственно от высоты колонны.
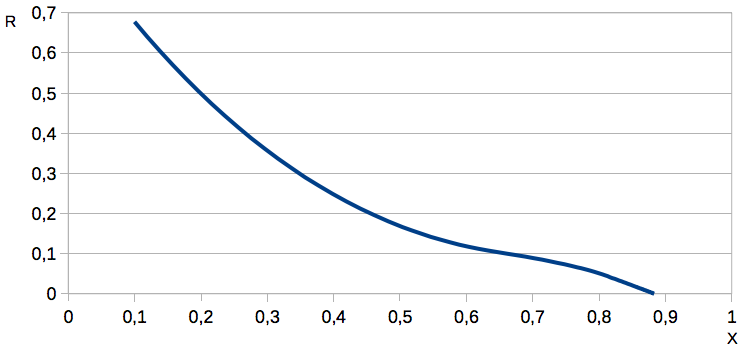
Рис. 12. Изменение флегмового числа в колонне с внутренним флегмообразованием
На рис.13 показано распределение температуры паров и флегмы по высоты колонны. По сути это распределение является отражением кривой парожидкостного равновесия разделяемой смеси.
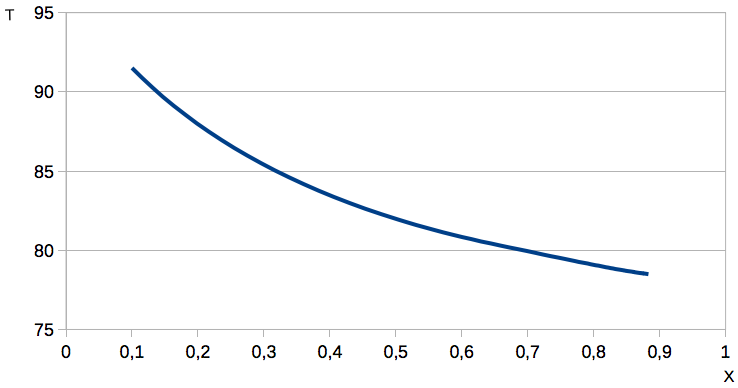
Рис.13. Изменение температуры паров и флегмы в колонне с внутренним флегмообразованием
Именно создание соответствующего температурного профиля на поверхностях массообмена по высоте колонны с отводом избытка тепла конденсирующихся паров при заданном температурном градиенте позволяет создать идеальные условия для формирования флегмы, соответствующей по составу фазовому равновесию для каждой ступени разделения.
На рис.14 показана диаграмма парожидкостного равновесия разделяемой смеси этанол-вода с нанесенными на нее теоретическими ступенями разделения и соответствующими им рабочими линиями для каждой ступени разделения для рассматриваемого выше примера процесса с внутренним флегмообразованием.
Данная диаграмма наглядно иллюстрирует, что проведение процесса ректификации с внутренним флегмообразованием при нестационарных потоках в колонне позволяет преодолеть противоречие, присущее процессу с внешним флегмообразованием.
Итак, напомним еще раз. При внешнем флегмообразовании процесс разделения происходит по неравновесным циклам испарения-конденсации, ограниченным кривой парожидкостного равновесия и рабочей линией колонны. Уменьшение потоков пара и флегмы в системе со стационарными потоками, а, следовательно, с одной рабочей линией, приводит к снижению энергозатрат, но одновременно увеличивает число теоретических ступеней разделения. Рост их числа, в свою очередь, приводит к росту высоту колонны и других массогабаритных параметров. И наоборот, увеличение потоков приводит к росту энергозатрат и снижению числа теоретических ступеней разделения, вплоть до минимального. Высота колонны при этом соответственно снижается. Но из-за роста потоков в колонне остальные массогабаритные параметры при этом увеличиваются.
При внутреннем флегмообразовании процесс разделения идет при минимальном числе теоретических ступеней разделения, то есть разделение идет по равновесным ступеням разделения. Естественно, это подразумевает малую высоту колонны. В условиях нестационарных потоков каждая ступень разделения работает как самостоятельная колонна, каждая по своей рабочей линии. Наклон этих линий не требует охвата всей кривой парожидкостного равновесия от начала до конца процесса, как это необходимо при внешнем флегмообразовании со стационарными потоками. Конец каждой рабочей линии предыдущей ступени является началом цикла испарения-конденсации для следующей ступени разделения.
Сравнивая этот процесс с работой традиционной колонны с внешней подачей флегмы (рис.7), мы видим, что стационарный поток флегмы при оптимальных условиях работы создает, образно говоря, достаточно узкий коридор для массообменного процесса. В то время, как работа с внутренней флегмой в условиях нестационарных потоков открывает для массообмена, так сказать, максимально широкий проход, аналогично работе колонны с внешним флегмооразованием при бесконечном флегмовом числе R=∞.
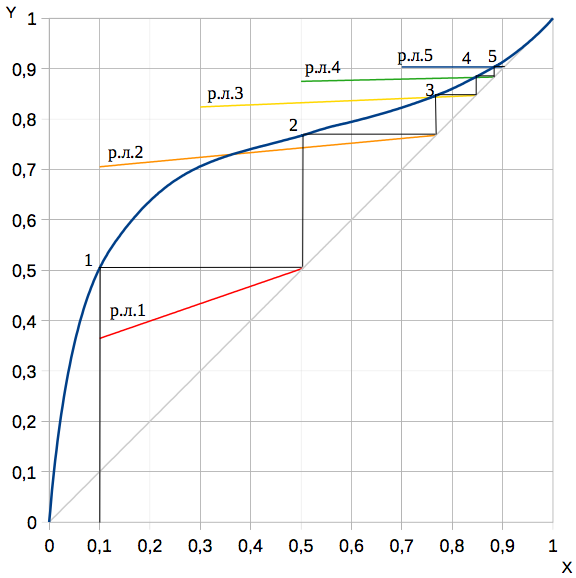
Рис.14. Диаграмма парожидкостного состояния этанол-вода для процесса с внутренним флегмообразованием
Анализ диаграммы процесса с внутренним флегмообразованием на рис.14 показывает, что процесс ректификации в укрепляющей части колонны с нестационарными потоками в принципе может быть представлен, как сумма колонн (укрепляющих частей) с внешней подачей флегмы, подключенных последовательно. Причем дистиллят первой колонны является питанием второй колонны и так далее. А кубовый поток каждой последующей колонны возвращается в голову предыдущей колонны в качестве флегмы. Каждая колонна в данной ситуации является одной ступенью разделения. Отпарная часть колонны в этом случае является общей для всей суммы её укрепляющих частей. Как уже упоминалось в начале статьи, мы не рассматриваем работу отпарной части колонны, принимая во внимание лишь итоговую концентрацию кубового остатка на выходе из нее.
Можно выполнить ступенчатый расчет для последовательной системы колонн с внешней флегмой, где каждая колонна повышает концентрацию летучего компонента на одну ступень, а флегма формируется из «кубовых» потоков вышестоящих колонн. В таблице 4 приведены результаты такого расчета.
Таблица 4 |
№ ступени |
1 |
2 |
3 |
4 |
5 |
XDi |
0,503816 |
0,7676550683 |
0,8466183856 |
0,8832146055 |
0,9032656669 |
XFi |
0,1 |
0,503816 |
0,7676550683 |
0,8466183856 |
0,8832146055 |
XWi |
0,003 |
0,003 |
0,003 |
0,003 |
0,003 |
Fi |
1 |
0,1936839079 |
0,1268545832 |
0,1149808985 |
0,1102003982 |
Di |
0,1936839079 |
0,1268545832 |
0,1149808985 |
0,1102003982 |
0,1077459727 |
Wi |
0,8063160921 |
0,0668293246 |
0,0118736847 |
0,0047805004 |
0,0024544254 |
Li = ΣWi |
W2+W3+W4+W5 |
W3+W4+W5 |
W4+W5 |
W5 |
0 |
Li |
0,0859379351 |
0,0191086105 |
0,0072349258 |
0,0024544254 |
0 |
ΣWi = 0,8922540273 кг/с — суммарный кубовый поток.
Как видим, результаты данного расчета совпадают с аналогичными расчетами, выполненными для внутренней флегмы (см. таблицу 3).
Таким образом, аналогично тому, как ректификационная колонна с внешним флегмообразованием может быть представлена в виде системы последовательно работающих дистилляционных кубов, ректификационную колонну с внутренним флегмообразованием можно представить как систему из последовательно работающих укрепляющих секций с внешней подачей флегмы.
Используя терминологию теории развития технических систем, можно сказать, что колонна с внутренним флегмообразованием представляет из себя свернутую полисистему из множества колонн с внешним флегмообразованием.
* * *
Мы провели достаточно подробный сравнительный анализ двух противоположных способов создания флегмы в колонне не только с целью выявления различий, но и для показа взаимосвязей между ними. Анализируя зависимости, описывающие работу колонны с нестационарными потоками, нетрудно убедиться, что колонна с внешней подачей флегмы является её частным случаем. И как только мы принимаем допущение о постоянстве потоков пара и флегмы в колонне, аналитические зависимости для нестационарных потоков легко преобразуются в привычные нам классические зависимости для колонны с внешней подачей флегмы.
В конце статьи рассмотрим на примере, что дает на практике преодоление противоречия, неразрешимого при внешней подаче флегмы в колонну.
Сравнение расчетов для одного и того же процесса, проведенных по ступенчатой модели внутреннего флегмообразования (см. таблицу 3), с расчетами по внешней флегме при R=1,4 показывают, что минимальные потоки пара и флегмы при новом способе ректификации потребует минимальных энергетических затрат. При внутреннем флегмообразовании паровой поток уже на первой ступени разделения на 25% меньше, а поток флегмы на 43% меньше, чем аналогичные потоки в колонне с внешней подачей флегмы. Флегмовое число первой ступени разделения в колонне с внутренним флегмообразованием (R1=0,677) в 1,45 раза ниже, чем даже минимальное флегмовое число для колонны с внешним флегмообразованием (Rmin=0,9811). А ведь мы знаем, что при минимальном флегмовом числе колонна с внешней подачей флегмы вообще не может работать.
С другой стороны, возможность серьезно минимизировать массогабаритные параметры ректификационной колонны появляется не только за счет снижения потоков пара и флегмы, но и за счет сокращения высоты колонны при работы на минимальном числе теоретических ступеней разделения. При переходе от внешней флегмы с оптимальным флегмовым числом к нестационарным потокам с внутренним флегмообразованием число теоретических ступеней разделения снизилось с 9-ти до теоретических 5-ти. В совокупности с уменьшением потоков пара и флегмы это дает возможность существенного снижения массогабаритных параметров колонны.
На рис.15 в масштабе показана визуализация результатов сравнительных расчетов, проведенных для обоих способов флегмообразования.
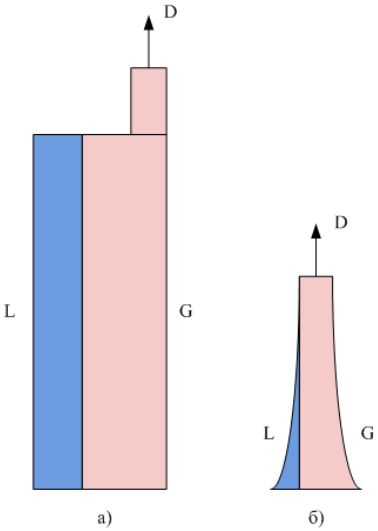
Рис. 15. Диаграммы потоков в колонне: а) для колонны с внешней подачей флегмы; б) для колонны с внутренним флегмообразованием.
Таким образом, противоречие, принципиально неразрешимое при внешнем флегмообразовании, легко преодолевается при переходе к внутреннему флегмообразованию.
В приложении 1 приведена сводная таблица 5, в которой показаны сходство и различие основных зависимостей процессов в колоннах с внешним и внутренним флегмообразованием.
Показанные на диаграмме (рис.15) различия в потоках — это не метафора, призванная проиллюстрировать преимущества процесса внутреннего флегмообразования. Это реальность, проверенная практикой промышленной эксплуатацией 16-ти установок атмосферной перегонки нефти с общим объемом переработки нефти свыше одного миллиона тонн в год. В среднем, они экономичнее своих классических аналогов на 25-30%. Высота укрепляющей части такой атмосферной колонны с внутренним флегмообразованием составляет 3,7 метра. Общая высота ректификационной колонны не превышает 12,5 метров.
Принцип внутреннего флегмообразования в сочетании с пленочной технологией, когда флегма образует на поверхностях тепло-массообмена тонкую пленку, позволяет значительно интенсифицировать процессы массообмена в колонне. Например, суммарное проходное сечение укрепляющей части атмосферной колонны производительностью 50 тысяч тонн нефти в год составляет 0,196 кв.метра, что эквивалентно диаметру трубы 0,5 метра. А общая поверхность тепло-массообмена не превышает всего лишь 145 м2.
На последних модификациях таких промышленных колонн достигнуто такое высокое качество разделения между бензиновой и дизельной фракциями, при котором, например, конец кипения бензиновой фракции составляет 150оС с остатком не более 1,5 мл, а начало кипения дизельной фракции составляет 154оС. Это стандартный результат при переработке нефти с содержанием светлых фракций до 60%. Еще несколько лет назад сама возможность получения такого результата вызывала неподдельный скепсис у специалистов по нефтепереработке. Сегодня это уже обыденность для технологов и операторов нефтеперерабатывающих установок компании Линас-Техно.
Также наши атмосферные колонны, в силу высокой разделяющей способности, отличает возможность прямого бокового отбора фракций с заданными свойствами. Например, возможен отбор дизельной фракции с заданным фракционным составом и с высокими температурами вспышки 40-60оС. Для достижения такого же результата на традиционной колонне приходится оснащать её еще одной дополнительной колонной, которая обеспечивает отпаривание дизельной фракции от остатков бензиновой фракции.
Помимо атмосферной перегонки нефти, в компании был разработан ряд других ректификационных процессов с внутренним флегмообразованием, предназначенных для получения продуктов с высокой четкостью деления. В частности, на фото 1 показана промышленная установка по разделению углеводородных смесей на узкие фракции производительностью 150 тысяч тонн в год по сырью.

Фото.1. Установка по разделению углеводородных смесей на узкие фракции.
Первой промышленной ректификационной установкой с внутренним флегмообразованием, построенная в компании «Линас-Техно», была установка по получению трифторметансульфокислоты, запущенная в 1998 году. Разрабатывались и другие ректификационные процессы, например, регенерация моторных масел, получение чистых веществ — тетрахлорида кремния, азотной кислоты, уксусной кислоты, глицерина и другие. Однако в силу определенных причин экономического характера они не получили промышленного внедрения, в отличие от нефтепереработки.
Подводя итог нашему сравнительному анализу двух различных способов создания флегмовых потоков в укрепляющей части ректификационной колонны, следует отметить, что помимо высокой разделяющей способности, снижения энергозатрат и массогабаритных параметров, колонны с внутренним флегмообразованием, разработанные в компании «Линас-Техно», обладают еще целым рядом дополнительных преимуществ:
1. Быстрый запуск и выход на рабочий режим.
Ректификационные колонны с внутренним флегмообразованием, созданные в компании «Линас-Техно», работают по пленочной технологии. Количество единовременно находящихся в колонне разделяемых веществ в десятки раз меньше, чем в традиционных аналогах с внешней подачей флегмы. Кроме того, в силу особенностей внутреннего флегмообразования и пленочной технологии процессы тепло-массообмена в такой колонне идут с более высокой интенсивностью. Соответственно, фазовое равновесие по ступеням разделения достигается практически сразу по завершении прогрева оборудования. Например, время запуска и выхода на рабочий режим нефтеперегонной установки производительностью 150 тысяч тонн в год не превышает два часа. На традиционных аналогах выход на рабочий режим потребует от 12 до 24 часов.
2. Уникальная применимость в вакуумных процессах ректификации.
Пленочная технология подразумевает формирование потока флегмы на поверхностях тепло-массообмена в виде тонкой пленки, которая взаимодействует с парами. Характерной особенностью такой колонны является очень низкое гидравлическое сопротивление, измеряемое в миллибарах. В то время, как гидравлическое сопротивление традиционных вакуумных колонн может измеряться в атмосферах. Это открывает широкие возможности при вакуумной переработке веществ с малой термической стабильностью.
3. Резкое снижение пожаро- и взрывоопасности в аварийных ситуациях.
Малое содержание рабочего вещества в колонне снижает ее показатели пожаро- и взрывоопасности в десятки раз. Кроме того, низкое гидравлическое сопротивление колонны делает ее устойчивой к практически любым аварийным скачкам давления.
4. Повышенная эксплуатационная надежность оборудования.
Относительно небольшая поверхность и вертикальное расположение поверхностей тепло-массообмена, постоянно омываемых пленкой флегмы, характеризуются высокой сопротивляемостью к образованию грязевых отложений, продуктов термической деструкции и т. п. Также при этом снижается время контакта с коррозионно активными компонентами перегоняемых смесей. Все это позволяет продлить межремонтные интервалы и сократить время на очистку и ремонт оборудования.
* * *
В данной статье мы рассмотрели идеальную модель процесса ректификации с внутренней флегмой. Эта модель является ступенчатой, поэтому носит в определенной степени условный характер. В действительности процесс тепло-массообмена в колонне непрерывен. Кроме того, как и процесс тепло-массообмена с внешней флегмой, данный процесс имеет к.п.д. отличный от 100%. И количество реальных ступеней разделения на практике, в отличие от идеальной модели, превышает количество теоретических ступеней разделения.
Кроме того, рассматривая идеальную модель внутреннего флегмообразования, может сложиться впечатление, что процесс ректификации в данном случае неуправляем, поскольку потоки по ступеням разделения предопределены фазовым равновесием разделяемой смеси. Но это не так. Устройство внутреннего флегмообразования позволяет сдвигать градиент теплопередачи на массообменных поверхностях в сторону увеличения интенсивности флегмообразования, и, тем самым позволяет управлять реальным процессом массообмена в колонне. Это дает возможность повысить интенсивность массообменных процессов в сторону приближения к теоретической, но, естественно, за счет увеличения энергетических затрат. При этом прирост потоков в колонне происходит преимущественно за счет нижних ступеней разделения (см. рис.15б).
Преимущества процесса с внешним флегмообразованием являются не только теоретическими. Они доказаны практикой работы промышленных установок компании «Линас-Техно». Технология также защищена несколькими российскими и зарубежными патентами.
Поэтому, несмотря на все трудности промышленного внедрения новых технологий, ректификация с внутренним флегмообразованием в условиях нестационарных потоков будет находить все более широкое применение в силу не только своей технической перспективности, но и в силу неоспоримых экономических преимуществ.
1. Проведен анализ материального баланса укрепляющей части колонны с внешним флегмообразованием и присущих ей особенностей массообмена. Рассмотрены противоречивые параметры процесса при краевых значениях флегмового числа.
2. Предложена ступенчатая модель процесса с внутренним флегмообразованием в условиях нестационарных потоков пара и флегмы в укрепляющей части колонны.
3. Показана применимость основных аналитических зависимостей процесса с внешним флегмообразованием к анализу процесса с внутренним флегмообразованием.
4. Предложена методика ступенчатого расчета нестационарных потоков в колонне с внутренним флегмообразованием.
5. Показано, что работа колонны с внешним флегмообразованием, то есть работающая с постоянными (стационарными) потоками пара и флегмы, является частным случаем процесса с внутренним флегмообразованием, при котором потоки пара и флегмы нестационарны.
6. Показано, как преодолевается противоречие между энергетическими затратами и массогабаритными параметрами колонны при переходе к принципу внутреннего флегмообразования.
7. На расчетном примере, выполненном для колонн с внешним и внутренним флегмообразованием, показаны преимущества работы с внутренней флегмой в условиях нестационарных потоков.
8. Даны примеры промышленного внедрения и разработки процессов с внутренним флегмообразованием в нефтепереработке и в ряде других областей.
9. Показаны дополнительные эксплуатационные преимущества колонн с внутренним флегмообразованием.
Сходные и отличающиеся показатели процессов с внешним и внутренним флегмообразованием
Таблица 5 |
Сравниваемые показатели процесса |
Внешняя подача флегмы |
Внутреннее флегмообразование |
1 |
2 |
3 |
Материальный баланс |
|
|
Поток дистиллята |
|
|
Паровой поток на выходе из головы колонны |
|
где n - количество ступеней разделения |
Характеристика потоков в колонне |
|
|
Флегмовое число по высоте колонны (для n-ступеней разделения) |
|
где i = 1...(n-1) |
Флегмовый поток по высоте колонны (для n-ступеней разделения) |
|
где i = 1...(n-1) |
Соотношение между флегмовым и паровым потоками (для n-ступеней разделения) |
|
где i = 1...(n-2) |
Паровой поток по высоте колонны (для n-ступеней разделения) |
|
где i = 1...n |
Уравнение рабочей линии (для n-ступеней разделения) |
|
где i = 1...(n-1) |
Теплообмен на i-ступени разделения |
где i = 1...n |
где i = 1...(n-1) |
Достижение равновесного состояния между концентрациями пара и флегмы смежных ступеней разделения |
Не достигается Xi+1 < Yi |
Достигается Xi+1 = Yi |
Количество ступеней разделения |
Зависит от рабочего R, всегда больше минимального теоретического |
Соответствует минимальному теоретическому для разделяемой смеси |
1. Касаткин, А.Г. Основные процессы и аппараты химической технологии. – 14-е изд., стереотип. – М.: Альянс, 2008.
2. Дытнерский, Ю.И. Процессы и аппараты химической технологии: Учебник для вузов. Изд. 2-е. В 2-х кн. – М.: Химия, 1995.
3. Пленочная тепло- и массообменная аппаратура (Процессы и аппараты химической и нефтехимической технологии) /Под ред. В.М. Олевского — М.: Химия, 1988.
4. А.Ф.Сайфутдинов, О.Е.Бекетов, В.С.Ладошкин, Г.А.Нестеров. Ректификационная технология Линас. Путь к созданию высокорентабельных производств. Вестник химической промышленности. ОАО "НИИТЭХИМ", Москва. Вып.4(24), 2002, стр.26-41.
5. A.F.Saifutdinov, O.E.Beketov, V.S.Ladoushkin, G.A.Nesterov. Distillation breakthrough reduces tower height. Hydrocarbon Processing. Oktober, 2002, p.26.
6. A.F.Saifutdinov, O.E.Beketov, V.S.Ladoushkin, G.A.Nesterov. Distillation technology for the 21st century. Hydrocarbon Asia. November/December, 2002, p.40-43.
7. А.Ф.Сайфутдинов, Г.А.Нестеров, А.А. Калашников, А.Ю. Корабельников. Синтез ректификационной технологии Линас и современной промышленной автоматики в нефтепереработке. "Автоматизация в промышленности", 2004, №6, с.41-43.
8. Сайфутдинов А.Ф., Пархоменко Е.Д., Патент RU2102104. Способ разделения многокомпонентных смесей близкокипящих и гомогенно-растворимых жидкостей.
9. Сайфутдинов А.Ф., Тлустый А.С., Бекетов О.Е., Ладошкин B.C., Патент RU2132214. Способ разделения многокомпонентных смесей.
10. A.F.Saifutdinov, O.E.Beketov, V.S.Ladoshkin, G.A.Nesterov, A.S.Tlousty, G.I.Ivanov. Patent US7588666. A compact rectifying unit for separation of mixed fluids and rectifying process for separation of such mixed fluids.
11. A.F.Saifutdinov, O.E.Beketov, V.S.Ladoshkin, G.A.Nesterov. PCT WO2014/009762 A1. Rectification tower with internal heat and mass exchange and method for separation of multi-component mixtures intro fractions using a rectification tower with an internal heat and mass exchange.
afs2@yandex.ru
Новосибирск
апрель 2016 г.
август 2017 г. (2-я редакция)
Скачать текст статьи: Сайфутдинов А.Ф. Теоретические основы работы колонны с внутренним флегмообразованием. Сравнительный анализ внешнего и внутреннего флегмообразования.
© 1999-2018 Линас